Applications of additive manufacturing (AM) using a variety of alloys have globally been researched and the aerospace industry is intensively studying the AM process targeting engine parts. One of the light weight heat-resistant alloys, TiAl4822, has already been adopted to the turbine blades for jet engines. In this research, tensile and creep properties of additively manufactured TiAl by electron beam melting (EBM) at 750°C and the effect of hot isostatic pressing (HIP) on these properties were studied.
In this study, the powder of Ti-Al48-2Cr-2Nb was used. An Arcam electron beam melting machine, A2X, was used to make specimens. Figure 1 shows the dimension of specimen used for tensile and creep tests. The specimen was HIPed at 1200°C and 140 MPa for 240 min. Tensile test was performed at a rate of 0.5 mm/min at 23°C and 750°C. Creep test was performed with 200 MPa at 750°C. The failure surfaces after the tests were analysed by scanning electron microscope (SEM).
Figure 2 shows the stress-strain curves and Table 1 shows yield stress and elongation at 750°C. HIP contributed to the improvement of both tensile strength and strain. The elongation of HIPed specimen at 750°C was 10 times more than that of as-build specimen. Figure 3 shows that HIP improved creep life by 15% and elongation by 60%. The starting point of tertiary creep was also delayed due to HIP (Fig. 3(b))
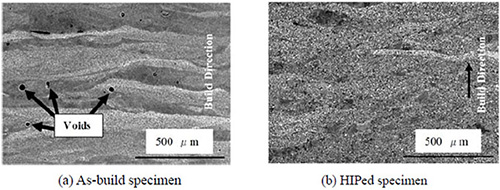
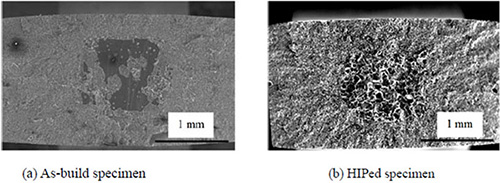
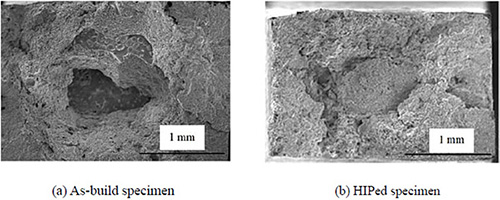
Figure 4 shows SEM images of the longitudinal cross section of each specimen. The micro porocities with size of about 20 to 40µm were observed in the as-build specimen and these defects almost disappeared in HIP specimen. HIP effectively decreased the voids and made the material homogenious. Figure 5 shows the difference in the fracturesurface between as-build and HIP specimens after tensile test at 750°C. In the as-build specimen, there wasa large area which means insufficient bonding between layers. This unmelted area caused the brittle behaviour in tensile test. On the other hand, HIPed specimen did not show such an unmelted area but ductile failure, leading better tensile strength andfracture elongation. The effect of sintering during HIP could give good bonding among unmelted TiAl powders and between layers. The effect of HIP improved creep properties too. Figure 6 shows that unmelted powders was observed on the failure surface in the as-build specimen, whereas the HIPed specimen showed ductile dimple pattern in large area on the failure surface.
In this research the effect of HIP on tensile and creep behaviour was studied. HIP decreased voids in the additively manufactured TiAl and improved bonding among TiAl powders, leading improved tensile and creep properties.