The blank for deep drawing was cut from titanium sheet JIS-grade2 (rolled material TP340C, 0.001%C-0.003%H-0.06%O-0.001%N-0.06%Fe mass%) by shearing and blanking. The initial diameter and thickness of the blank are 70 mm and 0.5 mm. The dies and punches are cold tool steel JIS-SKD11. Some of dies were used cemented carbide. Uniaxial tension tests were performed at ambient temperature using type JIS-No.13B specimens. Tensile specimens of 50 mm in gauge length, 25 mm in width and 0.5 mm in thickness were made from the sheet. Tensile axes for the specimens prepared from the rolled sheet were at 0o, 45o and 90o to the rolling direction. The test was carried out in air at the speed of 5 mm/min (0.0017/s in strain rate) using the testing machine with a load capacity of 10 kN. The material properties of pure titanium are given in Table 1.
The clearance between the punch and die is set to be equal to the thickness of the sheet of 0.5 mm. The lubricant used was the solid powders of molybdenum disulfide. In the deep drawing, the seizure tends to occur near the die corner due to large deformation and slip. The seizure is evaluated by the appearance of the scratches, because the scratches are visually observed near the top side wall of the drawn cup for the occurrence of the seizure. The forming conditions of multistage deep drawing are shown in Table 2.
Figure 1. The multistage deep drawing processes of titanium sheet used in the experiment are illustrated. Various cups were drawn by exchanging the punch and the ringed die. The shape of the die is flat in the first stage, and is taper without a blankholder in the subsequent stages. In the present study, the blank was placed in the direction parallel, or 45o to the hole shape of the die. It is anisotropic with respect to plastic deformation, rolling. In the square cup drawing, the blank was set in the two manners that the rolling direction of the blank was parallel to the straight edge or coincident with the diagonal line of the die hole.
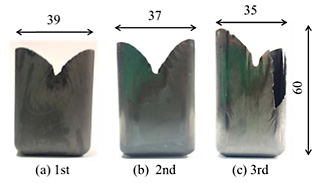
Figure 2. The formability of pure titanium sheet was examined by the square cup deep drawing. The drawn cups by the first stage drawing are shown. The blank diameter was 100 mm in diameter and 0.5 mm thick. The blank was placed in the direction parallel to the hole shape of the die. The pure titanium sheet was successfully drawn at the 2nd stage without the cracks. However, the occurrence of cracks was observed at the corners at the 3rd stage. In addition, when the blank was placed in a 45o direction to the hole shape of the die, the sheet was not drawn at 3rd stage.
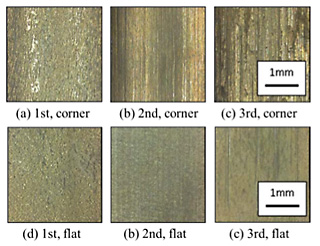
Figure 3. The surface of the drawn cups was observed by using a microscope. The outside surfaces of the drawn cups are shown. The occurrence of scratch was not observed on the surface at the flat side. However, the seizure occurred at outside corners. The occurrence of scratch was observed at the 2nd and subsequent working stages. In this forming, the clearance between the punch and the die during the working process is the same as the sheet thickness of the blank. In the deep drawing process, the wall of the top of the cup is generally thicker than that of the bottom of the cup. It is thought that this is due to the effect of ironing in the vicinity of the opening at the 3rd stage.
Figure 4. The variations of the surface roughness with the stage number for the titanium cups are shown. The blank was placed in the direction parallel to the hole shape of the die. The surface roughness became large at 3rd stage. It was found that the seizure occurred on the surface of outside corner.
Figure 5. The distributions of wall thickness strain of the drawn cups by multistage deep drawing are shown. In general, the reduction of the sheet thickness occurs around the bottom corner of the cup formed by deep drawing, and also that increasing of the thickness occurs at openings of the drawn cup. The distribution of the sheet thickness resulting from multistage deep drawing was investigated.
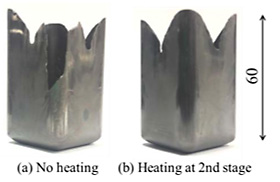
Figure 6. In order to improve the formability of drawn cup, the drawn cup was heat treated at the intermediate stage. The drawn cup at the 2nd stage was coated with oxide layer by reheating. The reheating condition was at 923 K for 3.6 ks (60 min). The cup was successfully drawn at 3rd stage.