Metallurgical Abstracts on Light Metals and Alloys vol.56
Analysis of Mechanical Properties of Dissimilar Material Joint Using Scrubbing Refill Friction Stir Spot Welding
Naoki Takeoka*,**, Taisuke Tsuchida*, Tomoki Matsuda*, Tomo Ogura*, Ryoji Ohashi** and Akio Hirose*
*Division of Materials and Manufacturing Science, Graduate School of Engineering, Osaka University
**Corporate Technology Division, Kawasaki Heavy Industries, Ltd.
[Published in Journal of Advanced Joining Processes, vol.5, 100112 (2022)]
https://doi.org/10.1016/j.jajp.2022.100112
E-mail: tomo.ogura[at]mapse.eng.osaka-u.ac.jp
Key Words: Dissimilar metal joining, Friction stir spot welding, Refill friction stir spot welding, Maximum joint load, Unloading test
Dissimilar material joining via friction stir spot welding (FSSW) has been implemented in some automobiles. However, the effectiveness of this method is easily affected by the surface condition of the lower plate. To solve this problem, a method that combines tool contact to the lower plate and material refilling via refill FSSW (RFSSW) was developed. This method was named scrubbing RFSSW (Sc-RFSSW). In Sc-RFSSW, the plunging depth of the shoulder is larger than that in conventional RFSSW. In this study, the relationship between the process parameters and maximum joint load of an Sc-RFSSW joint composed of an aluminum alloy and noncoated mild steel was determined using design of experiments (DoE). The results of DoE showed that the maximum joint load was improved by reduction of the tool plunging depth into the lower plate, such that it was only scrubbing the lower plate interface. In the optimized Sc-RFSSW joining condition, a nugget pull out was stably obtained in both TSS and CTS. In addition, it was demonstrated that, in joining an aluminum alloy and non-coated mild steel, Sc-RFSSW provides a higher maximum joint load than that of conventional FSSW. The unloading test results confirmed that the maximum joint load of Sc-RFSSW was within the welded area, which was equivalent to the tool outer diameter. Moreover, an extremely thin amorphous layer with a thickness of 4––6 nm was observed at the interface of the Sc-RFSSW joint.
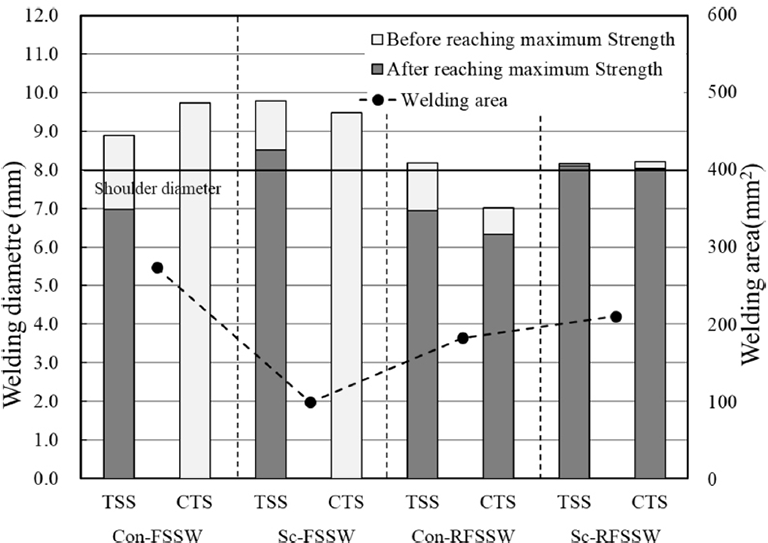
Outer diameter before and after reaching maximum strength and welding area of each joint.